
2ストモトクロス車に乗っていると、転倒や石跳ねで「チャンバーが凹む」トラブルは避けられません。チャンバーが潰れると排気効率が落ち、パワー感がなくなるだけでなく、音質も悪化してしまいます。新品交換すれば解決しますが、純正部品は高額で手に入りにくいのも現実です。そこで今回は、自分でできるチャンバーのリペア方法をご紹介します。治具を使った膨らませ方から、作業の手順、注意点まで解説するので、修理に挑戦したい方の参考になるはずです。
今日は2サイクルチャンバーの膨らませ方です
早速いきましょう!
前提情報。
マシン:2000CR250R
チャンバー:量産チャンバー(シーム溶接+水圧成型の当時よくあった製法の量産チャンバー)
治具:自作。材料と必要な設備は全部ホームセンターで購入可能です。
工具:15㎜のメガネ。小さい金づち。
設備:空気入れorエアコンプレッサー
👉関連記事 エンジンが調子悪いなと思ったらコレ!【初心者向け】2stエンジンが高回転で綺麗に廻らない時の原因と対処

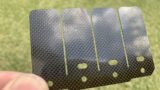
治具の写真
材料は全部ホームセンターに売ってるものです。
溶接が必要ですが、最近ではアーク溶接機も2万円弱でホームセンターに売ってますね。
大丈夫です!皆さん出来ます!作りましょう。
これは4stEXHマフラーの曲がり、潰れにも応用が利く修理方法です。


道具一式の写真
必要なもの
空気入れ、カセット式のガスバーナー、小さい金づち。
空気入れは楽をするならコンプレッサーが良いです。
自転車空気入れでもOKです。必要な空気圧は一般的なコンプレッサーの空気圧であるMAX100Mpa(いわゆるロードの8キロ前後)あれば十分です。
気合があるなら主動空気入れで大丈夫でございます!

作業手順
自作治具をチャンバーに取り付けてシールします。




見た目が雑な治具でしょう笑。
自作でその場で数時間で作りましたが、機能は十分です。
自作したい方は写真からパクってください。
必要ならホームセンターの材料選定や一部加工寸法の情報をお出し致します。
空気をいれます
治具を装着してシール出来たら、コンプレッサーで空気を入れます。入るだけ入れます。
コンプレッサーない場合は空気入れでもOKです。MX車のタイヤ交換を空気入れでやってる方なら、チャンバーも膨らみます!
空気を入れた時点で、潰れたチャンバーは少し膨らみます!
バーナーで熱をかけます
今回はね、結構豪快につぶれましたが、さて膨らむかな?

熱をかけながら、更に空気を入れます。
多少出てきました!

まだ出ますね!

かなり出てきました。



金づちで小さな凸をたたいて平たくします
金づち使ってる写真ないのですが、熱かけて、空気いれるだけでも、6割は再生しますが、
綺麗に膨らますためには多少膨らみ過ぎたところを平たんな感じに叩いてから、
もう一度熱かけて空気で膨らまします。綺麗に丸く膨らむまで何度でもやります!
ここからは、板金屋さんです。
👉関連記事 エンジン始動性が悪いときのハード要因について2stエンジン かからない〜!リードバルブを要確認です。
空気を入れてバーナーで炙ります!
②③④を繰り返します。仕上がり度合いは繰り返した回数にほぼ比例します。
一度膨らむとその付近は剛性があがりますので、次に空気を入れると、膨らみそうで膨らまなかった部分に
圧力が行くようになります。よってやればやるだけ凹凸が平準化されていきます。
納得するレベルまで②③④を繰り返してみてください。そして頃合いを見て作業終了にします。
色塗って終わりです。

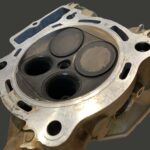
チャンバーの下の方 参考です
EDに参加して丸太越えのようなSECTがあったので、チャンバーの下もだいぶ変形してしまいました。
色塗った後でちょっとわかりにくいですが、金づちで叩いて脹らましてを繰り返してここまで
脹らましています。ま、こんなもんでしょう。

まめ知識
熱を入れて、真っ赤になるまで温めて空気入れるとよいです。
金づちで成型するときも、真っ赤に熱をいれてから、空気を入れて、叩くと綺麗に平たくなります。
鉄はおよそ1250度まで上げれば上げるほど熱間変形抵抗が下がります。特に800度以上で2次曲線的に
柔らかくなります。バーナーで多少ビビりながらでも真っ赤になるまで炙ってから空気いれて見てください。
結構面白いように膨らむと思います。
逆に冷間時に成型し過ぎると、素材が割れてしまう事があります。加工硬化ってものです。
冷間時に成型すればするほど、素材は硬くなり疲労で割れが発生する可能性が上がります。
割れると空気が漏れて膨らまなくなります。
空気で膨らませながら修理したいこの修理方法では致命的な損傷になります。
溶接で穴をふさげばOKですが、チャンバーのような薄い鉄の板は
たとえ穴をふさぐだけでも、かなり難しい溶接作業になります。
だいたい溶接しようとすると、逆に穴が大きくなるんです笑。
溶接できた場合でも、その付近の肉厚と強度が上がってしまうので、仕上がりが歪になってしまいます。
よって、冷間時のチャンバーの成型は気を付けてください。
まとめ
今日は久しぶりに作業ネタでした。
かなりマニアック!!!
またね。


コメント